
銑床和刨床的區(qū)別
發(fā)布時間:2025-07-07 分類:新聞 瀏覽量:583
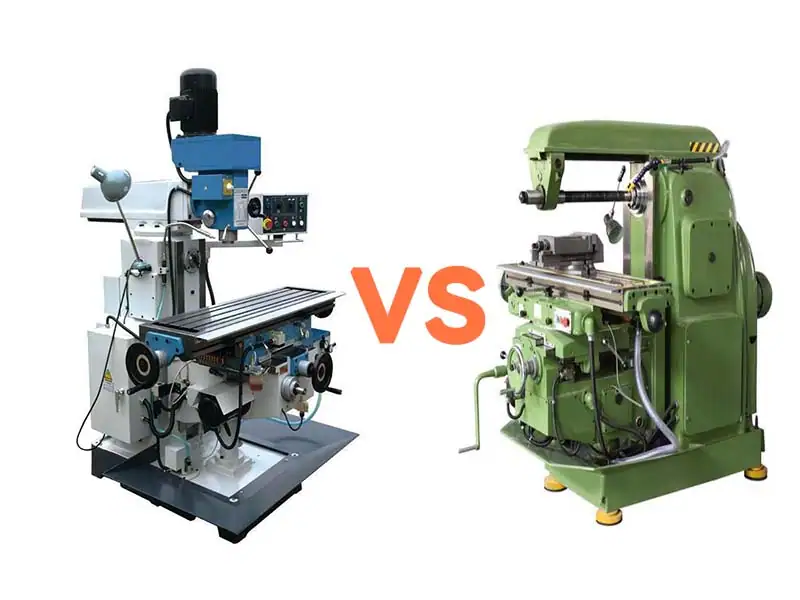
在機械制造的宏偉畫卷中,金屬切削加工占據(jù)著核心地位。作為實現(xiàn)零件精確形狀與尺寸的關(guān)鍵手段,各種機床應運而生,共同推動了工業(yè)文明的進程。其中,銑床和刨床作為兩類歷史悠久且基礎(chǔ)性極強的機床,在塑造現(xiàn)代工業(yè)基礎(chǔ)的早期階段發(fā)揮了不可磨滅的作用。它們雖然同屬去除材料的加工范疇,但其核心的工作原理、適用的加工對象以及所體現(xiàn)的工藝特點,卻存在著本質(zhì)性的差異。
銑床,以其旋轉(zhuǎn)的多刃刀具(銑刀)為主要特征,通過刀具的高速旋轉(zhuǎn)和工件的多方向進給運動,能夠高效地加工出平面、溝槽、齒輪齒形、螺旋面以及各種復雜的曲面輪廓。其加工過程相對連續(xù),靈活性高,尤其擅長完成形狀復雜、精度要求較高的零件加工任務。
而刨床,則以其獨特的直線往復運動方式著稱。其刀具(刨刀)或工件在水平方向上進行直線往復切削運動(主運動),配合間歇性的進給運動(通常是垂直于主運動的方向),主要用于加工水平面、垂直面、斜面以及各種直線型溝槽。刨削過程具有“一刀成形”的特點,在加工大型平面或長直導軌時,往往展現(xiàn)出其特有的優(yōu)勢和精度潛力。
理解銑床與刨床的根本區(qū)別,不僅是對機械加工技術(shù)發(fā)展歷程的回溯,更是掌握金屬切削基本原理的關(guān)鍵。這種差異深刻影響了它們的加工效率、適用場景、經(jīng)濟性以及在自動化浪潮中的發(fā)展軌跡。隨著數(shù)控技術(shù)和復合加工中心的興起,雖然兩者在高端制造領(lǐng)域的直接應用有所演變,但其核心原理仍被繼承和發(fā)展,其歷史地位和在特定應用場景下的獨特價值依然值得深入探究。
本報告/文章旨在系統(tǒng)性地剖析銑床與刨床在工作原理、運動形式、加工能力、工藝特點、應用范圍及優(yōu)缺點等方面的核心差異,以期為理解傳統(tǒng)加工方法的精髓、合理選擇加工設備以及認識現(xiàn)代制造技術(shù)的演進提供清晰的認知基礎(chǔ)。下文將逐一展開詳細探討。

銑床
1、概述
銑床:
一種用途廣泛的機床,在銑床上可以加工平面(水平面、垂直面)、溝槽(鍵槽、T形槽、燕尾槽等)、分齒零件(齒輪、花鍵軸、鏈輪乖、螺旋形表面(螺紋、螺旋槽)及各種曲面。此外,還可用于對回轉(zhuǎn)體表面、內(nèi)孔加工及進行切斷工作等。銑床在工作時,工件裝在工作臺上或分度頭等附件上,銑刀旋轉(zhuǎn)為主運動,輔以工作臺或銑頭的進給運動,工件即可獲得所需的加工表面。由于是多刀斷續(xù)切削,因而銑床的生產(chǎn)率較高。
刨床:
主要用于加工各種平面(如水平面、垂直面和斜面及各種溝槽,如T形槽、燕尾槽、V形槽等)、直線成型表面。如果配有仿形裝置,還可加工空間曲面,如汽輪機葉輪,螺旋槽等。這類機床的刀具結(jié)構(gòu)簡單,回程時不切削,故生產(chǎn)率較低,一般用于單件小批量生產(chǎn)。

刨床
2、從以下幾個方面去考慮:
- 1:從機床工作原理方面考慮,刨床的工作臺和刀具走十字形直線往復運動,銑床的工作臺和刀具垂直的,同時具有X、Y、Z三軸,做旋轉(zhuǎn)運動。
- 2:從加工對像方面考慮,刨床一般以加在面為主,而裝夾方式單一。而銑床卻可以加工平面(水平面、垂直面)、溝槽(鍵槽、T形槽、燕尾槽等)、分齒零件(齒輪、花鍵軸、鏈輪乖、螺旋形表面(螺紋、螺旋槽)及各種曲面。此外,還可用于對回轉(zhuǎn)體表面、內(nèi)孔加工及進行切斷工作等,裝夾方式較刨床復雜的多。
- 3:從精度方面考慮,銑床的精度一般要比刨床高。
- 4:從所需要的加工刀具上面考慮,刨床所用刀具一般是鋒鋼手工磨制而成,加工面一般為平面.而銑床用刀具為已加工好的定形銑刀。
- 5:從效率方面考慮,由于刨床受加工對象、裝夾、刀具的影響,效率低,只能用于開粗或單件要求不高的零件加工,所以刨床慢慢在 機加工 行業(yè)就不用了。而銑床裝夾方式靈活、加工對像廣泛、精度高,所以效率高,一般在機加行業(yè)比較普及。
- 6:從加工成本上考慮,刨床比銑床要低。
3、在實際生產(chǎn)中他們的主要區(qū)別:
刨床:一般用于刨削平面,優(yōu)勢在于直線度和平面度比銑床好,所以長條類的工件平面還是要刨床加工較好,且裝卡一般用虎鉗就可以,比如鍵。在一些工裝的支持下,可以加工很多成型面,在一般的通用機床上,曲面還是在刨床上加工。甚至刨床能加工齒輪。
銑床:加工效率高,可以分度,在加工大面積的表面有優(yōu)勢,且刀具復雜,在機械加工中有很大優(yōu)勢。
本機床主驅(qū)動采用直流電動機,工作臺運行速度無級調(diào)速,其寬大的調(diào)速范圍能夠滿足刨、銑、磨削的各種速度要求,可加工各種材質(zhì)的水平面、垂直面、斜面、T型槽、組合導軌面及齒條等
先進的超音頻淬火工藝,使機床的使用壽命更長。立柱、橫梁分體式進給系統(tǒng),使操作更方便、靈活。獨立的油泵潤滑系統(tǒng),使各種工作狀態(tài)更順暢。熱時效加振動時效,使機床更穩(wěn)定、耐用。刨、銑、磨三位一體,一機多用,使加工更加靈活,是機械加工、機修車間最理想的加工設備。執(zhí)行標準:《重型龍門刨銑床精度標準》JB/T10226-2001標準
重型龍門刨銑磨床簡介
- 橫梁鎖緊為電動機鎖緊,視機床特征而定。
- 重型龍門刨銑磨床機床導軌工作臺的潤滑領(lǐng)航實現(xiàn)可調(diào)式半靜壓油浮潤滑,低摩擦,節(jié)約運行動力30%-50%,長久保持導軌精度無摩擦,保障機床精度。
3.該機床主驅(qū)動為國際先進的歐路直流調(diào)速控制技術(shù),水平橫梁進位、側(cè)刀箱進位為國內(nèi)最先進的IMS-GCT交流伺服控制,可間歇、連續(xù)進給,無調(diào)整進給量,定位精度為0.10mm以內(nèi)(機械誤差不計),使刨、銑、磨加工過程實現(xiàn)技術(shù)升級,為業(yè)內(nèi)領(lǐng)先。
1、重型龍門刨銑磨床機床主要構(gòu)件:床身、工作臺、左右立柱、橫梁、龍門頂、連接梁均采用樹脂砂造型、優(yōu)質(zhì)高合金耐磨鑄鐵鑄造,經(jīng)沙坑退火→振動時效→熱爐退火→振動時效→粗加工→振動時效→熱爐退火→振動時效→精加工,徹底消除機件負應力,保持機件性能穩(wěn)定。
2、橫梁升降定位為機械鎖緊或液壓鎖緊,定位準確。
3、橫梁垂直刀架(立式銑頭)橫向進給、側(cè)刀架(側(cè)銑頭)龍門刨銑垂直進給均為交流伺服控制,斷續(xù)、連續(xù)無級進給。
4、重型龍門刨銑磨床機床導軌表面經(jīng)超音頻淬火或點接觸硬化處理,精磨而成。
5、工作臺導軌表面粘結(jié)高耐磨性導軌帶副
龍門刨銑床的基礎(chǔ)知識
龍門刨銑有用雙立柱橫梁升降式龍門結(jié)構(gòu),機床由床身、工作臺、龍門架、橫梁、滑座、主軸箱、滑枕、銑頭及電器等主要部分組成。
工作臺沿床身的導軌做縱向運動(X軸),滑座沿橫梁導軌做橫向運動(Y軸),橫梁沿左右立柱垂直導軌垂向運動(W軸),方滑枕帶著主軸箱在滑座內(nèi)做垂直運動(Z軸)。主傳動由方滑枕內(nèi)的主傳動軸通過花鍵副傳至各銑頭。
龍門刨銑采用具有保持架的低噪音直線滾動導軌,能承受幾個方向的載荷,剛度高、承載能力高、動剛度及運動精度高。摩控系數(shù)極小,方便潤滑。主軸箱平衡及橫梁平衡采用液壓平衡。
龍門刨銑配全數(shù)字數(shù)控系統(tǒng),主傳動用直流主軸電機,各軸線驅(qū)動用AC交流伺服電機,配相應的調(diào)速裝置及驅(qū)動裝置。
按用戶加工需要可配各種快換附件頭,在工件一次裝卡下能完成內(nèi)外五個面的鏜、銑、鉆、削孔等加工工序。數(shù)控系統(tǒng)控制可實現(xiàn)任意三軸聯(lián)動,實現(xiàn)輪廓銑削。機床橫梁,滑枕均采用高精度的滾珠絲杠,無摩擦,傳動效率高,運動方向承載力大,在高轉(zhuǎn)速情況下保持高精度傳動,壽命長,經(jīng)久耐用。龍門刨銑是我公司新開發(fā)的產(chǎn)品,吸收了國內(nèi)外先進機床的結(jié)構(gòu)特點,采用先進的工藝制造,機床性能良好,結(jié)構(gòu)可靠,操作簡單,維修方便,廣泛應用在機械加工行業(yè)的重型黑色、有色金屬的平面、斜面和凹凸面的銑削加工,具有良好的性能價格比。
機床主要結(jié)構(gòu)特點
床身、工作臺、立柱、橫梁等基礎(chǔ)件均采用樹脂砂造型,高強度HT300優(yōu)質(zhì)鑄鐵,并經(jīng)時效處理,設計結(jié)構(gòu)合理,鑄造及加工工藝性好,具有高的剛度,良好的抗撓性和優(yōu)良的精度穩(wěn)定性。龍門框架由左右立柱、橫梁、床身等組成,立柱下端與床身堅固連接,立柱上端與橫梁緊固連接,形成高剛度的龍門框架結(jié)構(gòu)
龍門刨銑知識詳解
龍門刨銑屬通用型大型機床,廣泛應用于平面加工領(lǐng)域,目前大多數(shù)機床設備的床身加工都要用到龍門刨銑。早期龍門刨的電路設計主要采用傳統(tǒng)的發(fā)電機組+直流電動機形式。由于這種電路效率極低,噪音也很大。隨著電子技術(shù)的發(fā)展,此類設計已經(jīng)被淘汰了,取而代之的是開關(guān)磁阻調(diào)速系統(tǒng)和直流調(diào)速系統(tǒng)。
1、功能簡介
控制器具有PLC功能,從而實現(xiàn)了龍門刨銑床的集成控制。一套伺服控制系統(tǒng)就是整體的龍門刨銑系統(tǒng),給客戶帶來極大的方便。
1、工作臺運動:控制工作臺電機正反運行,實現(xiàn)點動、自動正反運動。
2、進刀控制:根據(jù)機械需要可以控制機械箱進刀、延時進刀、以及伺服進刀機構(gòu)。
3、橫梁升降控制:控制橫梁的升降,包括橫梁的升降動作、橫梁的放松鎖緊動作以及橫梁下降后反升動作。
2、性能優(yōu)勢
1、節(jié)能降噪
采用時光異步伺服系統(tǒng),可以有效的節(jié)省電能,降低噪音。采用某系統(tǒng)后,電機效率可以提高到90%以上,而且噪音遠小于直流系統(tǒng)以及開關(guān)磁阻系統(tǒng)。
2、過載能力強
系統(tǒng)可以實現(xiàn)電機額定轉(zhuǎn)速以下2倍過載,使切削力更大,運行更快更平穩(wěn)。精確的控制使得換向時不會出現(xiàn)沖擊現(xiàn)象。
3、功能增加、性能提高
系統(tǒng)調(diào)速比大于1:5000,從而可以在簡化機械結(jié)構(gòu)設計的前提下實現(xiàn)刨銑磨一體化的要求,機械的簡化還可以有效的避免機械爬行現(xiàn)象
單臂刨床性能特點
1、橫梁及立銑頭帶有全自動機械壓緊,液壓放松功能。自動化程度較高。
2、銑頭設有內(nèi)置飛輪,切削比較平穩(wěn)。
3、立銑頭在橫梁上的移動、側(cè)銑頭在立柱上上下移動、工作臺工作進給均采用變頻無級調(diào)速,有利于選取合理的切削參數(shù),使用較方便。
4、工作臺采用耐磨貼塑導軌新技術(shù),可減少床身導軌的磨損。
5、工作臺采用蝸桿蝸條傳動,運動較平穩(wěn)(6M以下采用絲桿傳動)。
6、工作臺蝸桿蝸條采用獨立油槽浸油潤滑,工作臺導軌采用獨立油箱專用潤滑泵潤滑(可保證導軌潤滑油的清潔度),銑頭采用獨立柱塞泵潤滑,橫梁立柱導軌及橫梁立柱絲桿采用手動泵潤滑,整機具有良好的減磨潤滑性能。
7、床身及橫梁導軌采用了超音頻淬火熱處理,耐磨性能大大提高。
8、橫梁導軌采用反變形磨削工藝,可消除銑頭在橫梁上移動產(chǎn)生的變形量。
單臂刨床操作規(guī)程:
認真執(zhí)行下述有關(guān)龍門刨床通用規(guī)定:
1、工件的安裝應使工作臺受力均勻,避免受力不均導致工作臺變形。
2、工件裝卡完畢后,須先低速移動工作臺,檢查無碰撞和行程、換向等均無問題后,方可工作。
3、工作臺運行及橫梁升降不準同時進行。橫梁每次下降后,應再上升少許,以消除絲桿螺母間隙。
4、工作臺行程,一般不得少于全行程的三分之一,使用最長行程時,速度應低些,以使反向越位行程不大于100毫米為宜。
5、工作臺運行時絕對禁止站在工作臺面上操作或做其他調(diào)正工作。
認真執(zhí)行下述有關(guān)龍門刨床的特珠規(guī)定:
(1) 單臂刨床:
1、加工工件寬度超過工作臺面寬時,工件重心對工作臺中心偏移不得大于工作臺寬的1/4。
2、工作后應將工作臺停在機床的中間位置,橫梁的側(cè)刀架降到最低位置,垂直刀架放在靠立住一端。
(2) 龍門刨床:
工作后應將工作臺停在機床的中間位置,橫梁及側(cè)刀架降到最低位置,兩個垂直刀架應分別靠放在立柱兩邊。






















